


Geschweißte Baugruppen sind mehr als nur zusammengeschweißte Metallteile. Sie sind die Basis für viele Produkte in der Industrie und aus der modernen Fertigung nicht wegzudenken. Ob stabile Maschinenrahmen, exakt gefertigte Aufzugskabinen oder leichte Gehäuse für Elektronik – überall dort, wo Stabilität, lange Lebensdauer und genaue Maße gefragt sind, werden solche dauerhaft verbundenen Metallkonstruktionen eingesetzt.
Aus einzelnen Teilen entstehen so komplette, funktionsfähige Einheiten, die im Alltag hohe Lasten aushalten und oft auch gut aussehen sollen. Der Weg zu einer guten Schweißbaugruppe startet häufig schon beim genauen Zuschnitt der Teile, zum Beispiel durch Laserschneiden. Mehr über das Laserschneiden von Blechen erfahren Sie hier: https://budexpert.de/service/laserschneiden-blechen/.
Schweißen ist in fast allen Bereichen der industriellen Metallbearbeitung wichtig. Gleichzeitig braucht man dafür viel Wissen über Werkstoffe, Verfahren und Abläufe in der Fertigung. In diesem Artikel erklären wir geschweißte Baugruppen verständlich: welche Materialien und Schweißverfahren es gibt, wie der Fertigungsprozess abläuft, welche Vorteile und Risiken entstehen und worauf es bei Qualität, Sicherheit und Kosten ankommt. Außerdem zeigen wir typische Einsatzbereiche in der Industrie und neue Entwicklungen, die das Schweißen in den nächsten Jahren beeinflussen.
Was sind geschweißte Baugruppen?
Geschweißte Baugruppen sind Metallkonstruktionen, die aus mehreren Blechen oder Metallteilen bestehen. Diese Einzelteile werden mit einem Schweißverfahren dauerhaft miteinander verbunden. Ziel ist eine belastbare, passgenaue und funktionierende Einheit. Die Verbindung ist nicht lösbar: An der Fügezone wird das Material lokal aufgeschmolzen und verbindet sich beim Abkühlen fest miteinander.
An Schweißnähte werden oft viele Anforderungen gestellt. Sie sollen Lasten tragen, gegen Korrosion schützen und manchmal auch optisch sauber aussehen. Moderne Schweißtechnik kann diese Ansprüche erfüllen – dafür braucht es aber gute Planung und saubere Ausführung. Es geht also um deutlich mehr als nur „Teile zusammenbraten“.
Definition und Merkmale von geschweißten Baugruppen
Geschweißte Baugruppen sind nach DIN 1910-1 (ersetzt durch DIN ISO 857-1) unlösbare Verbindungen von Bauteilen durch Wärme oder Druck – mit oder ohne Zusatzwerkstoff. Daraus können einfache stabile Teile entstehen oder auch sehr komplexe Systeme. Typische Merkmale sind:
- Hohe Stabilität und Belastbarkeit: Durch die feste Materialverbindung entsteht eine Einheit, die große mechanische Kräfte aushält.
- Große Freiheit beim Aufbau: Auch komplizierte Formen und integrierte Funktionen sind möglich, was mit anderen Fügeverfahren oft schwer geht.
- Lange Lebensdauer: Saubere Nähte und passende Werkstoffe sorgen für dauerhafte Bauteile.
- Gute Kostenbasis bei Serien: Bei vielen gleichen Teilen kann die Fertigung sehr effizient werden, wenn die Abläufe gut geplant sind.
Wie gut eine Schweißverbindung wird, hängt stark vom Material, vom Schweißverfahren und von der Ausführung ab. Auch die Konstruktion muss so aufgebaut sein, dass Schweißen überhaupt gut möglich ist.
Typische Konstruktions- und Fertigungsbeispiele
Geschweißte Baugruppen findet man in fast jeder Branche. Beispiele sind:
- Maschinenbau: Rahmen, Gehäuse, Halterungen, Antriebsgehäuse und tragende Teile von Anlagen, die stark belastet werden.
- Fahrzeug- und Automobilindustrie: Karosserieteile, Aufnahmen und andere tragende Elemente für Stabilität und Crashsicherheit.
- Anlagenbau und Lüftungstechnik: Träger, Behälter, Kanäle, Gehäuse und Verbindungsteile, bei denen Maßhaltigkeit und Dichtheit wichtig sind.
- Bauwesen und Stahlbau: Brückenträger, Fassadenteile, Treppen, Geländer und andere Bauteile mit hohen Lasten.
- Möbelindustrie und Design: Dünne Gestelle oder Designobjekte, bei denen Nähte möglichst unauffällig sein sollen.
Man sieht daran: Geschweißte Baugruppen sind sehr flexibel einsetzbar und bilden oft die Grundlage für stabile, langlebige und präzise Metallkonstruktionen.
Welche Materialien eignen sich für geschweißte Baugruppen?
Das richtige Material entscheidet mit darüber, ob eine Baugruppe am Ende funktioniert. Nicht jedes Metall lässt sich gleich gut schweißen. Legierungsbestandteile haben großen Einfluss darauf, wie sich ein Material beim Erwärmen verhält und ob Probleme wie Risse oder Verzug entstehen. Außerdem beeinflusst das Material, welches Schweißverfahren am besten passt. Eine gute Materialwahl hilft dabei, die gewünschten Eigenschaften zu erreichen und Fehler zu vermeiden.

Stahl und Edelstahl
Stahl wird sehr oft verwendet, weil er vielseitig ist und sich meist gut schweißen lässt. Konstruktionsstähle funktionieren mit vielen gängigen Verfahren. Unlegierte und niedriglegierte Stähle mit wenig Kohlenstoff sind dabei besonders unempfindlich gegen Risse. Für dickere Wandstärken werden häufig MIG/MAG oder WIG genutzt, weil man damit entweder schnell viel Material einbringt oder sehr genau arbeiten kann.
Hochfeste oder vergütete Stähle brauchen oft Vorwärmen, damit die Temperaturunterschiede geringer sind und keine Kaltrisse entstehen. Bei Edelstahl (z. B. 1.4301 oder 1.4404) stehen Rostschutz und glatte, hygienische Oberflächen im Vordergrund. Austenitische Edelstähle lassen sich meist gut schweißen. Ferritische Edelstähle reagieren empfindlicher, hier muss man die Wärmeeinbringung und das Abkühlen gut steuern. Beim WIG-Schweißen von Edelstahl nutzt man oft Argon oder Helium als Schutzgas. Nach dem Schweißen sind Beizen und Passivieren wichtig, damit die Schutzschicht (Chromoxid) wieder aufgebaut wird.
Aluminium und Aluminiumlegierungen
Aluminium ist leicht und korrosionsbeständig, aber beim Schweißen anspruchsvoller. Es leitet Wärme sehr gut und hat eine harte Oxidschicht auf der Oberfläche. Darum müssen Aluminiumteile vor dem Schweißen sauber gereinigt werden. Beim WIG-Schweißen wird meist Wechselstrom (AC-WIG) verwendet, damit die Oxidschicht aufgebrochen wird und ein sauberes Schmelzbad entsteht.
Für größere Dicken und schnelleres Arbeiten wird oft MIG-Schweißen genutzt. Laserschweißen bei Aluminium kann sehr genaue Nähte mit wenig Verzug erzeugen. Dafür nutzt man häufig Faser- oder Diodenlaser, um die starke Reflexion zu verringern. Um Heißrisse zu vermeiden, werden oft Fülldrähte mit Silizium verwendet.
Weitere Metalle und Spezialwerkstoffe
Für besondere Aufgaben werden auch andere Metalle und Sonderlegierungen geschweißt. Titan und Nickelbasislegierungen (zum Beispiel in Luftfahrt oder Medizintechnik) brauchen beim Schweißen eine sehr gute Schutzgasabdeckung, damit das Material nicht oxidiert und seine Eigenschaften behält.
Kupfer und Messing leiten Wärme sehr stark und reflektieren Laserlicht. Hier helfen oft gepulste Laser oder höhere Leistungen, damit genug Energie in das Material kommt. Viele Betriebe konzentrieren sich auf Standardwerkstoffe, Sonderlegierungen werden meist projektbezogen geprüft und mit passenden Parametern bearbeitet, damit das Ergebnis stimmt.
Materialauswahl: Kriterien und Herausforderungen
Bei der Materialwahl spielen mehrere Punkte zusammen. Zuerst geht es um die Aufgabe der Baugruppe: Welche Lasten treten auf? Wie stark muss der Rostschutz sein? Welche Temperaturen muss das Bauteil aushalten? Dann kommen die Kosten: Hochlegierte Edelstähle und viele Aluminiumlegierungen sind teurer als einfacher Stahl.
Eine große Herausforderung ist die Schweißbarkeit. Je nach Legierung reagiert das Metall unterschiedlich auf Hitze und kann zu Rissen oder Verzug neigen. Auch Dicke und Form der Teile wirken sich aus. Eine frühe Abstimmung mit dem Fertiger hilft, Material und Verfahren so auszuwählen, dass es technisch passt und bezahlbar bleibt. Manchmal kann eine kluge Materialwahl sogar helfen, dünnere Materialstärken zu verwenden und so Gewicht und Rohstoff zu sparen.
Welche Schweißverfahren kommen bei Baugruppen zum Einsatz?
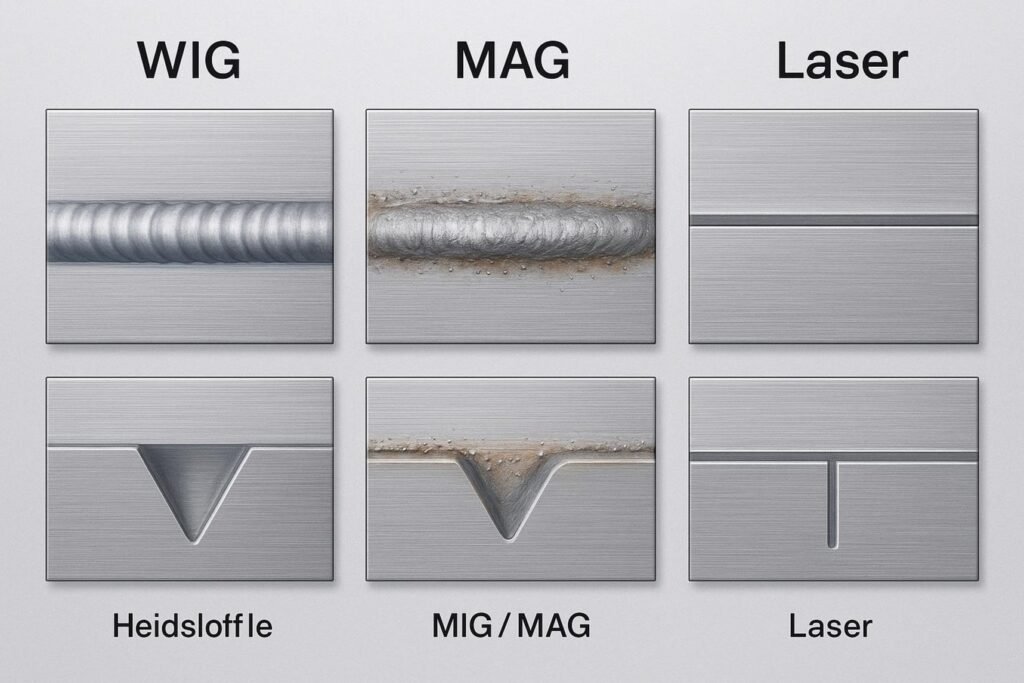
Es gibt viele Schweißverfahren, und jedes hat seine Stärken. Welches Verfahren passt, hängt vom Material, der Materialdicke, den Anforderungen an die Naht, der gewünschten Geschwindigkeit und den Kosten ab. In der Industrie sind MIG/MAG, WIG und Laser besonders wichtig. Je nach Aufgabe kommen aber auch andere Verfahren dazu.
Lichtbogenhandschweißen (E-Hand)
Beim Lichtbogenhandschweißen (E-Hand) brennt ein Lichtbogen zwischen einer umhüllten Stabelektrode und dem Werkstück. Die Hitze schmilzt das Material an der Nahtstelle und auch die Elektrode, die gleichzeitig als Zusatzwerkstoff dient. So entsteht die Schweißraupe.
Die Umhüllung der Elektrode bildet Schutzgase und schützt das Schmelzbad vor der Luft. Außerdem entsteht Schlacke, die auf der Naht liegt, das Abkühlen verlangsamt und Spannungen reduziert. E-Hand ist sehr flexibel und wird oft im Bau oder bei Reparaturen eingesetzt. Für sehr dünne Bleche ist es aber weniger geeignet.
MIG/MAG-Schweißen
MIG/MAG ist ein schnelles und oft kostengünstiges Lichtbogenschweißverfahren mit hoher Abschmelzleistung. Ein Draht wird automatisch zugeführt und unter Schutzgas abgeschmolzen. Das Schutzgas schützt das flüssige Metall und beeinflusst das Schweißergebnis:
- MIG (Metall-Inert-Gas): Inerte Gase wie Argon. Typisch für Aluminium, Kupfer und andere NE-Metalle.
- MAG (Metall-Aktiv-Gas): Argon-CO₂-Mischungen oder CO₂. Gut für Baustahl, mit stabilem Lichtbogen und tiefem Einbrand.
MIG/MAG passt gut für dickere Bleche und lange Nähte. Mit Pulslichtbogen lässt sich die Spritzerbildung verringern, und auch dünnere Bleche lassen sich besser schweißen. Für sichtbare Nähte ist aber oft Nacharbeit nötig.
WIG-Schweißen
Beim WIG-Schweißen (TIG) wird eine Wolframelektrode genutzt, die nicht abschmilzt. Zusatzwerkstoff wird separat zugeführt. Dadurch kann man das Schmelzbad sehr gut kontrollieren. WIG erzeugt saubere, schmale Nähte mit wenig Verzug und kaum Spritzern.
WIG eignet sich besonders für Edelstahl, Aluminium und dünne Stahlbleche – vor allem dort, wo es auf genaue, optisch saubere oder hygienische Nähte ankommt (zum Beispiel Sichtteile oder Behälter in Lebensmittel- und Pharmabereichen). WIG ist langsamer als MIG/MAG, liefert aber oft sehr hohe Nahtqualität. Für Aluminium wird AC-WIG genutzt. Beim WIG-Impulsschweißen wird die Wärmeeinbringung noch feiner gesteuert und Spalte lassen sich besser überbrücken. Wer für solche anspruchsvollen Anwendungen einen erfahrenen Partner sucht, findet bei BudExpert hochwertige WIG-Schweißarbeiten im Rahmen der professionellen Metallbearbeitung.
Laserstrahlschweißen
Laserstrahlschweißen bringt Energie sehr konzentriert in die Fügezone. So entstehen genaue Nähte mit wenig Verzug, kleiner Wärmeeinflusszone und meist wenig Verfärbung. Das ist gut für dünne Bleche, feine Formen und hohe Qualitätsanforderungen, weil oft nur wenig Nacharbeit nötig ist.
Je nach Leistung und Strahlführung unterscheidet man:
- Wärmeleitungsschweißen: Die Oberfläche schmilzt, die Naht wird eher breit und flach.
- Tiefschweißen: Hohe Leistungsdichte bildet einen Dampfkanal, die Naht wird schmal und tief, mit hoher Festigkeit.
Laseranlagen sind in der Anschaffung teuer, rechnen sich aber oft bei Serien durch hohe Geschwindigkeit, gute Automatisierung und weniger Nacharbeit. Modulare Lasersysteme lassen sich je nach Aufgabe anpassen, vom feinen Pulsschweißen bis zum Tiefschweißen an massiven Teilen.
Widerstandsschweißen (Punktschweißen, Rollennaht)
Beim Widerstandsschweißen werden Bleche zwischen zwei Elektroden gepresst. Strom fließt durch die Kontaktstelle, der elektrische Widerstand erhitzt das Material, und es verschmilzt lokal.
Punktschweißen ist sehr verbreitet in der Serienfertigung, zum Beispiel im Automobilbau, vor allem bei dünnen Blechen. Beim Rollennahtschweißen wird das Prinzip mit Elektrodenrollen genutzt, sodass dichte, durchgehende Nähte möglich sind. Elektroden bestehen oft aus Kupferlegierungen wegen der guten Leitfähigkeit. Wichtig ist, den sogenannten Nebenschluss zu beachten: Strom kann über bereits gesetzte Punkte abfließen, was die Wärmeeinbringung verringert.
Hybride- und Sonderverfahren
Schweißtechnik wird ständig weiterentwickelt. Dabei entstehen auch kombinierte Verfahren. Hybridverfahren verbinden Vorteile aus zwei Methoden. Ein Beispiel ist Laserhybridschweißen: Laser sorgt für tiefen Einbrand und eine schmale Naht, MIG/MAG füllt Material auf und kann Spalte überbrücken. Das ist gut für dicke Bleche und lange Nähte, z. B. bei Karosserien oder Maschinenrahmen.
Weitere Sonderverfahren sind:
- Plasmaschweißen: Eine Variante vom WIG, bei der der Lichtbogen durch eine Düse gebündelt wird. Das macht ihn stabil und energiereich, auch für Mikroanwendungen.
- Schweißlöten: Fügen bei niedrigeren Temperaturen, gut um z. B. verzinkte Oberflächen zu schonen.
- Reibrührschweißen (FSW): Schweißen ohne Schmelzen, interessant für bestimmte Materialkombinationen.
Solche Verfahren erweitern die Möglichkeiten beim Fügen und helfen bei anspruchsvollen Aufgaben.
Wie verläuft der Fertigungsprozess von geschweißten Baugruppen?
Eine Schweißbaugruppe entsteht in mehreren Schritten. Es beginnt bei der Konstruktion und endet erst mit der geprüften Baugruppe, die ausgeliefert wird. Jeder Schritt beeinflusst Qualität, Funktion und Kosten. Wenn der Ablauf gut geplant ist, sinkt die Fehlerquote und die Fertigung läuft schneller.
Konstruktion und schweißgerechtes Design
Eine Konstruktion sollte so ausgelegt sein, dass sie sich gut fertigen lässt. Schon bei der Planung werden Zeichnungen und Vorgaben geprüft, um Material, Nahtarten und die Reihenfolge der Fertigung festzulegen. CAD und Simulationen helfen, Verzug oder Risse früh zu erkennen und den Aufbau anzupassen.
Wichtige Punkte beim schweißgerechten Design:
- Spaltmaße klein halten: Stoßflächen möglichst parallel, Spalte möglichst unter 0,1 mm (besonders beim Laserschweißen). Größere Spalte brauchen mehr Zusatzwerkstoff und mehr Aufwand.
- Gute Zugänglichkeit planen: Genug Platz um die Naht, damit Schweißkopf und Schutzgas arbeiten können. Enge Stellen erschweren Schweißen und Prüfung.
- Wärmeeinfluss beachten: Unterschiedliche Materialstärken führen zu ungleichmäßiger Wärmeabfuhr. Ähnliche Dicken oder Vorwärmen helfen gegen Risse.
- Nahtform festlegen: Standardformen wie Stumpf-, Kehl- oder Überlappnaht machen die Fertigung einfacher. Bei dicken Blechen helfen Fasen für besseren Einbrand und weniger Füllmaterial.
Wenn der Fertigungspartner früh eingebunden wird, lassen sich Probleme rechtzeitig erkennen und spätere, teure Änderungen vermeiden.
Vorbereitung: Zuschnitt und Vormontage
Nach der Konstruktion werden die Einzelteile vorbereitet. Dazu gehört der Zuschnitt von Blechen und Profilen, oft mit sehr genauen Verfahren wie Laserschneiden. Danach folgen je nach Teil auch Biegearbeiten. Für niedrigere Kosten kann es helfen, die Anzahl der Bauteile und die Materialstärke zu verringern. Baugruppen aus Rohren und Laserteilen lassen sich manchmal durch einteilige Blechbiegeteile ersetzen. Auch Knotenbleche als Schenkel oder Kreuzbiegungen (Bombierungen) können die Teilezahl senken und dünnere Materialstärken erlauben.
Anschließend kommt die Vormontage: Teile werden in Position gebracht und fixiert, zum Beispiel durch Heften, Klemmen oder Spannvorrichtungen. Eine genaue Vormontage hilft, dass Maße stimmen und Verzug beim Schweißen gering bleibt.
Schweißprozess: Automatisiert oder manuell?
Je nach Bauteil, Stückzahl und Qualitätsanforderung wird manuell oder automatisiert geschweißt. Beides hat Vorteile:
- Manuelles Schweißen: Sehr flexibel, gut für Einzelteile, Prototypen und Reparaturen. Es dauert meist länger, und das Ergebnis hängt stärker von der Erfahrung des Schweißers ab. Bestimmte Geometrien lassen sich außerdem nicht sinnvoll automatisieren.
- Automatisiertes Schweißen (Roboterschweißen): Gut für kleine bis große Serien. Roboter schweißen wiederholgenau, stabil und schnell. Das reduziert Fehler und erhöht die Ausbringung. Viele Laserzellen haben Sensoren, die den Prozess überwachen und Werte automatisch nachregeln.
Oft wird auch kombiniert gearbeitet: Hauptnähte automatisiert, schwierige Stellen oder Nacharbeit manuell.
Nachbearbeitung und Qualitätskontrolle
Nach dem Schweißen folgen je nach Produkt weitere Schritte, um Oberfläche und Optik zu verbessern:
- Entgraten und Schleifen: Kanten, Spritzer und ungleichmäßige Nähte entfernen. Richten und Schleifen kann teuer werden, besonders außerhalb großer Serien.
- Beizen und Passivieren: Bei Edelstahl wichtig für den Rostschutz (Schutzschicht wird wieder aufgebaut).
- Polieren: Für sichtbare Flächen, z. B. im Innenausbau oder bei Möbeln. Edelstahl kann auch elektropoliert werden.
- Beschichten: Pulverbeschichten, Eloxieren (Aluminium) oder Lackieren als zusätzlicher Schutz und für bessere Optik.
Parallel läuft die Qualitätskontrolle. Prozessdaten werden dokumentiert, Nähte werden visuell geprüft und je nach Vorgabe auch mit zerstörungsfreien Verfahren oder Röntgen untersucht. So wird sichergestellt, dass die Teile die Anforderungen erfüllen und beim Kunden ohne Probleme weiterverarbeitet werden können.
Welche Vorteile und Risiken bietet die Schweißtechnik bei Baugruppen?
Schweißen bietet viele Vorteile: hohe Stabilität und viel Freiheit beim Aufbau. Gleichzeitig gibt es Risiken, die man kennen und im Griff haben muss. Wer beides versteht, kann zuverlässige und sichere Baugruppen fertigen.
Verbindungseigenschaften und Belastbarkeit
Der größte Pluspunkt ist die Festigkeit. Durch die Materialverbindung entsteht eine dauerhafte Einheit, die hohe statische und dynamische Lasten aushält. Im Vergleich zu Schrauben oder Nieten lockert sich nichts, und die Verbindung kann sehr stabil sein. Häufig erreicht die Naht die Festigkeit des Grundmaterials oder liegt sogar darüber.
Das macht geschweißte Baugruppen wichtig für tragende Teile in Maschinen, Fahrzeugen und Bauwerken. Moderne Verfahren wie Laser oder WIG erlauben zudem Nähte mit gut definierter Form und kontrollierter Wärmeeinbringung. Das wirkt sich positiv auf Funktion, Sicherheit und Lebensdauer aus.
Designfreiheit und Funktionsintegration
Schweißen erlaubt es, verschiedene Teile „nahtlos“ zu verbinden. So lassen sich komplexe Formen bauen, die mit anderen Methoden schwer machbar wären. Das hilft Konstrukteuren, Baugruppen passend für die jeweilige Aufgabe zu gestalten.
Außerdem kann man Funktionen in Bauteile integrieren. Mit cleverem Aufbau können weniger Einzelteile nötig sein, zum Beispiel durch Knotenbleche als Schenkel oder Kreuzbiegungen in Blechkonstruktionen. Das reduziert Montageaufwand, kann die Leistung des Bauteils verbessern und oft auch Gewicht sparen.
Risiken: Verzug, Risse und Schweißnahtfehler
Beim Schweißen wird lokal stark erhitzt. Dadurch entstehen Spannungen, die zu Verzug führen können. Das ist besonders bei dünnen Blechen oder komplizierten Formen ein Thema und kann Richtarbeit nötig machen.
Auch Risse sind ein Risiko: Kaltrisse entstehen nach dem Abkühlen, Heißrisse während der Erstarrung. Hochfeste und legierte Stähle sind dafür oft anfälliger. Maßnahmen sind zum Beispiel Vorwärmen, kontrolliertes Abkühlen und passende Zusatzwerkstoffe. Bei Aluminium helfen oft Fülldrähte mit Silizium gegen Heißrisse.
Zusätzlich können Nahtfehler auftreten, etwa Poren, Schlackeeinschlüsse, Bindefehler oder zu geringer Einbrand. Solche Fehler senken die Festigkeit und können später zu Ausfällen führen. Gute Prozessführung, Normen und Prüfungen sind hier besonders wichtig.
Wie werden Qualität und Sicherheit bei geschweißten Baugruppen sichergestellt?
Bei geschweißten Baugruppen sind Qualität und Sicherheit Pflicht. Viele Bauteile tragen Lasten oder erfüllen sicherheitsrelevante Aufgaben. Darum braucht es ein klares System für Qualitätssicherung und Arbeitsschutz. Dazu zählen Normen, passende Prüfungen und Schutz für Menschen und Umwelt.
Zertifizierungen und Schweißnormen
Gleichbleibende Qualität erreicht man durch feste Abläufe und anerkannte Standards. Zertifizierungen wie DIN EN ISO 9001 (Qualitätsmanagement) zeigen, dass Prozesse geregelt sind – von Materialbeschaffung über Konstruktion bis zur Dokumentation und Qualifikation der Mitarbeitenden.
Schweißnormen legen fest, wie geschweißt und geprüft wird. Das ist besonders wichtig in Bereichen wie Anlagenbau, Luft- und Raumfahrt oder Medizintechnik, wo kleine Abweichungen große Folgen haben können. Regelmäßige Audits und Verbesserungen helfen, den Standard zu halten.
Prüfverfahren: Sichtprüfung, zerstörungsfreie Prüfungen & Co.
Qualitätsprüfung läuft über mehrere Methoden:
- Sichtprüfung: Kontrolle auf äußere Fehler wie Risse, Poren, Einbrandkerben oder ungleichmäßige Nahtform.
- Zerstörungsfreie Prüfungen (ZfP): Innere Fehler finden, ohne das Teil zu beschädigen:
- Ultraschallprüfung: Für innere Risse und Einschlüsse.
- Röntgenprüfung (Radiographie): Zeigt Poren, Schlacke, Bindefehler.
- Magnetpulverprüfung / Eindringprüfung: Für oberflächennahe Fehler und Risse.
- Zerstörende Prüfungen: Zum Beispiel bei Prototypen oder Stichproben, um Zugfestigkeit oder Härte zu messen.
- Dokumentation von Prozesswerten: Moderne Anlagen speichern Werte wie Strom, Spannung, Geschwindigkeit und Gasfluss für Rückverfolgung und Fehleranalyse.
Die Kombination daraus sorgt dafür, dass jede Baugruppe verlässlich funktioniert und die Anforderungen erfüllt.
Schutzmaßnahmen für Personal und Umwelt
Schweißen bringt Risiken mit sich: Strahlung kann Augen und Haut schädigen, Rauch und Partikel sind gesundheitsschädlich, und Lärm kann belasten. Darum braucht es klare Schutzmaßnahmen:
- Persönliche Schutzausrüstung (PSA): Schweißhelm mit Schutzfilter, schwer entflammbare Kleidung, Sicherheitsschuhe, Handschuhe, Gehörschutz.
- Absaugsysteme: Mobile oder feste Filteranlagen (z. B. mit ePTFE-Filtern) ziehen Rauch und Partikel ab. Wenn das nicht reicht, werden Gebläsefiltergeräte (PAPR) genutzt.
- Arbeitsplatzgestaltung: Schweißzellen, Türverriegelungen, Not-Aus, Vorhänge und Lamellen zum Schutz anderer Personen.
- Schulung und Nachweise: Regelmäßige Unterweisungen und im gewerblichen Bereich ein Ausbildungsnachweis.
Auch Umweltaspekte werden wichtiger. Moderne Laseranlagen arbeiten oft energieeffizienter. Optimierte Programme und Hot-Wire-Technik senken zusätzlich den Energiebedarf. Recycling, sinnvoller Materialeinsatz und passende Schutzgase helfen, die Umweltbelastung zu reduzieren. Viele Firmen setzen außerdem auf ressourcenschonende Fertigung, umweltfreundliche Verpackungen und nachhaltige Lieferketten.
Welche wirtschaftlichen Aspekte und Kostenfaktoren sind relevant?
Bei Schweißbaugruppen geht es immer um Technik und Kosten zusammen. Der Preis hängt von vielen Faktoren ab. Wer diese Einflussgrößen kennt, kann wirtschaftlich fertigen und trotzdem hohe Qualität erreichen. Eine klare Kalkulation und gute Beratung helfen, passende Lösungen zu finden.
Einfluss von Material und Verfahren auf die Kosten
Materialkosten sind oft ein großer Block: Hochlegierte Edelstähle und viele Aluminiumlegierungen kosten mehr als einfache Stähle. Eine gute Materialwahl kann aber auch helfen, Materialstärken zu senken und Gewicht sowie Rohstoffverbrauch zu reduzieren. Auch Nahtlänge und Form spielen mit: Lange Nähte und komplizierte Geometrien brauchen mehr Zeit und mehr Zusatzwerkstoff. Ein schweißfreundlicher Aufbau mit kürzeren Nähten wirkt sich positiv aus.
Auch das Schweißverfahren hat Einfluss. Laser kostet in der Anschaffung viel, kann aber bei Serien durch hohe Geschwindigkeit, gute Automatisierung und wenig Nacharbeit günstiger sein. MIG/MAG und WIG sind in der Ausstattung oft günstiger, benötigen aber mehr Rüstzeit, Reinigung und eventuell Nacharbeit. Schutzgas und Zusatzwerkstoff werden ebenfalls oft unterschätzt: Argon ist meist günstiger, Helium kann aber die Wärmeübertragung verbessern und dadurch schnelleres Schweißen erlauben. Zusatzdrähte müssen zum Grundwerkstoff passen, sonst drohen Fehler, Ausschuss und Zusatzkosten.
Serienfertigung vs. Einzelanfertigung
Die Losgröße beeinflusst die Stückkosten stark. Bei kleinen Stückzahlen verteilt sich Rüst- und Programmieraufwand auf wenige Teile, dadurch wird jedes Teil teurer. Bei Serien können diese Kosten auf viele Stücke verteilt werden. Automatisierte Zellen und Lasersysteme sind hier besonders stark, weil sie schnell und gleichmäßig produzieren.
Auch kleine Serien müssen heute flexibel wirtschaftlich machbar sein. Mit modularen Vorrichtungen und schnellen Rüstsystemen können viele Fertiger auch Prototypen und Kleinserien sinnvoll herstellen. Ziel ist ein guter Mix aus Effizienz und Flexibilität.
Optimierungspotenziale für Wirtschaftlichkeit
Es gibt viele Hebel, um Kosten zu senken:
- Schweißgerechtes Design: Kurze Nähte, kleine Spalte, Standard-Nahtformen.
- Automatisierung: Robotik dort einsetzen, wo sich Stückzahlen und Bauteile dafür eignen.
- Material- und Gasmanagement: Material, Gas und Zusatz so auswählen, dass Verbrauch und Ausschuss sinken.
- Prozessablauf verbessern: Gute Rüstplanung, modulare Spannmittel, sinnvolle Fertigungsreihenfolge.
- Nachbearbeitung senken: Verfahren mit wenig Verzug (z. B. Laser) reduzieren Schleifen und Richten.
- Predictive Maintenance: Digitale Überwachung hilft, Ausfälle zu vermeiden und die Verfügbarkeit zu erhöhen.
Am Ende entscheidet die Kombination aus Material, Verfahren, Gas, Energie und Organisation, wie günstig eine Baugruppe gefertigt werden kann. Präzise Lasertechnik kann sich durch weniger Ausschuss und kürzere Durchlaufzeiten langfristig auszahlen.
Wo kommen geschweißte Baugruppen in der Industrie zum Einsatz?
Geschweißte Baugruppen sind in vielen Bereichen im Einsatz, oft ohne dass man sie bewusst wahrnimmt. Ihre Stabilität, Genauigkeit und Anpassungsfähigkeit machen sie zu wichtigen Bausteinen in vielen Branchen – von schweren Stahlkonstruktionen bis zu kleinen Präzisionsteilen. Hier sind einige typische Felder.
Maschinenbau und Anlagenbau
Im Maschinenbau sind Schweißbaugruppen fast überall: Gehäuse, Rahmen, Halterungen und Antriebsgehäuse müssen Vibrationen, Lasten und Umwelteinflüsse aushalten. Dünne Bleche werden oft mit Laser- oder Hybridverfahren verzugsarm verbunden. Für dickere Querschnitte werden MIG/MAG oder WIG eingesetzt, um hohe Tragfähigkeit zu erreichen. Im Anlagenbau sind geschweißte Konstruktionen die Basis für Systeme, Behälter und Rohrleitungen, oft mit Druck oder aggressiven Medien. Hier sind Maßhaltigkeit und Dichtheit besonders wichtig.
Automobilindustrie
In der Autoindustrie wird sehr viel geschweißt: Karosserieteile, Fahrwerkskomponenten, Achsaufnahmen oder Getriebeteile entstehen in großen Stückzahlen. Punktschweißen ist in der Serienfertigung üblich, weil es schnell und zuverlässig ist. Laserstrahlschweißen wird ebenfalls immer wichtiger, zum Beispiel für leichte und zugleich feste Strukturen. Anforderungen an Festigkeit, Crashverhalten und Maßhaltigkeit sind sehr hoch, deshalb sind moderne Technik und strenge Prüfungen Standard.
Baugewerbe und Stahlbau
Im Bau und Stahlbau sind Schweißbaugruppen die Grundlage für tragende Strukturen von Gebäuden, Brücken und Infrastruktur. Hier werden oft dicke Profile und Bleche zu Trägern, Säulen und Fachwerken verbunden. MIG/MAG ist wegen der Geschwindigkeit und Kosten weit verbreitet. Für besonders anspruchsvolle oder sichtbare Bereiche kommen auch WIG oder Laser in Frage. Bei Treppen, Geländern und Fassadenelementen zählt neben Stabilität auch eine saubere Optik.
Weitere Branchenanwendungen
Auch in vielen weiteren Bereichen sind geschweißte Baugruppen üblich:
- Aufzugsbau und Kabinen: Passgenaue Nähte für Kabinenverkleidungen und tragende Teile. Laser und WIG für Sichtnähte, MIG/MAG für Tragstrukturen.
- Lebensmittel-, Pharma- und Medizintechnik: Porenfreie, glatte Edelstahlflächen für Hygiene. WIG und Laser, danach Beizen und Passivieren.
- Elektronik und Präzisionstechnik: Dünne Gehäuse und kleine Baugruppen mit minimalem Verzug, häufig per Laser.
- Energie- und Umwelttechnik: Witterungsfeste Gehäuse und Konstruktionen, z. B. für Ladeinfrastruktur, Windkraft oder Schaltschränke.
- Design und Architektur: Saubere Oberflächen und unauffällige Nähte bei Geländern, Möbeln oder Kunstobjekten, oft per WIG oder Laser.
Diese Beispiele zeigen, wie wichtig geschweißte Baugruppen für die industrielle Fertigung sind.
Welche Trends und Innovationen prägen geschweißte Baugruppen?
Schweißtechnik bleibt nicht stehen. Neue Anforderungen an Effizienz, Genauigkeit, Umwelt und Flexibilität führen zu neuen Lösungen in Maschinen, Software und Prozessen. Das betrifft sowohl das Produkt als auch den Weg dorthin.
Automatisierung und Roboterschweißen
Roboterschweißen ist heute in vielen Betrieben Standard, vor allem bei Serien. Roboter arbeiten genau und wiederholbar und übernehmen schwere oder gefährliche Aufgaben. Das steigert die Produktivität und senkt das Risiko für Mitarbeitende. Der nächste Schritt sind intelligentere Systeme: KI und Machine Learning können Schweißparameter automatisch verbessern und Abweichungen früher erkennen.
Auch Cobots (Roboter, die mit Menschen zusammenarbeiten) werden wichtiger. Sie können Bauteile positionieren, während der Mensch Prozess und Feinheiten steuert. Moderne Laserzellen nutzen bereits Sensoren, die den Schweißprozess überwachen und Werte automatisch anpassen, um Qualität und Stabilität zu verbessern.
Nachhaltigkeit im Schweißprozess
Umweltschutz wird auch beim Schweißen immer wichtiger. Das zeigt sich vor allem in diesen Punkten:
- Energieeffizienz: Neue Laseranlagen benötigen oft weniger Energie als ältere Technik. Optimierte Programme und Hot-Wire-Technik senken den Verbrauch weiter. Dazu kommen Ansätze wie Photovoltaik auf dem Werk oder der Bezug von Ökostrom.
- Material und Ressourcen sparen: Recycling von Metallresten, passende Schutzgase und Konstruktionen mit weniger Materialstärke und weniger Einzelteilen reduzieren den Verbrauch.
- Lange Nutzungsdauer und Reparaturfreundlichkeit: Haltbare Produkte und reparierbare Konstruktionen senken den Bedarf an Neuteilen.
Mit energierückgewinnenden Antrieben und intelligentem Lastmanagement können laufende Kosten und Emissionen weiter sinken.
Digitale Planung und Simulationen
Digitale Werkzeuge werden in der Prozesskette immer wichtiger. CAD und Simulation helfen schon in der Planung, Verzug und Risse vorherzusehen und den Aufbau zu verbessern. So lassen sich Probleme früh vermeiden und Änderungen spät in der Fertigung reduzieren.
Ein digitaler Zwilling in der Produktion kann Prozessdaten wie Temperatur, Lichtemissionen oder Vibrationen erfassen und speichern. Diese Daten helfen bei Analyse und Verbesserung und bilden die Basis für Predictive Maintenance, um ungeplante Stillstände zu vermeiden. Auch digitale Schulungen werden wichtiger: In virtuellen Umgebungen können Schweißer neue Verfahren üben, Nahtverläufe trainieren und Parameter testen. Zusätzlich gewinnt Fernwartung an Bedeutung, bei der Spezialisten Anlagen über Sensoren und Kameras aus der Ferne prüfen und bei Bedarf schnell helfen.
Fazit
Geschweißte Baugruppen verbinden Handwerk und moderne Technik. Die Möglichkeit, Metalle dauerhaft und genau zu verbinden, ist die Grundlage für viele Anwendungen in der Industrie und wird auch in Zukunft eine wichtige Rolle spielen.
Die aktuelle Entwicklung zeigt: Digitale Lösungen werden stärker eingebunden. Leistungsstärkere Faserlaser können dickere Bleche schneller und genauer bearbeiten, während kompakte Diodenlaser flexible Optionen für Kleinserien und Prototypen bieten. Auch die Kombination mit additiven Verfahren wird interessanter, bei denen Teile teilweise gedruckt und danach geschweißt werden, um Funktion und Gewicht zu verbessern.
Trotz neuer Technik bleibt Fachwissen entscheidend. Ein guter Fertigungspartner, der das Projekt komplett betrachtet und Material, Verfahren und Schritte passend auswählt, ist sehr wichtig. Er begleitet von der Idee über Prototypen bis zur Serie und sorgt dafür, dass die Baugruppen die Anforderungen erfüllen. Am Ende entsteht eine gute Baugruppe durch das Zusammenspiel von Schweißen, Stahlbau, Zerspanung, durchgängiger Qualitätsprüfung und sinnvoller Kostenplanung – eine Kombination, die geschweißte Baugruppen auch langfristig zu einer soliden Lösung macht.
Entdecken Sie weitere Geschichten und Neuigkeiten auf Deutsche Voice




